 inglês
inglês Espanhol
Espanhol A qualidade do molde está diretamente relacionada à qualidade, eficiência de produção e custo do produto. Acho que todos não terão objeções a isso. A qualidade do molde precisa ser encontrada e resolvida por meio do teste de molde, portanto, o processo de teste de molde é muito importante para empresas de moldagem por injeção.
1. Teste de funcionamento a seco do molde - verifique a ação do molde
A. Inspeção da abertura e fechamento do molde sob baixa pressão do molde
1. O molde é aberto e fechado três vezes em rápido, médio e lento, independentemente de haver algum som anormal ou fenômeno de bloqueio durante o processo de abertura e fechamento;
2. A ação de abertura e fechamento do molde é suave, com ou sem interferência.
B. Inspeção do sistema de ejeção do molde (sob baixa pressão)
1. A ação de ejeção é dividida em ejeção rápida, média e lenta 3 vezes, e verifica se há algum fenômeno anormal;
2. Depois que o pino ejetor do avião for ejetado, ele ficará solto ou preso?
3. Se o dedal chanfrado ou o cilindro está instalado com um pino de posicionamento para evitar afrouxamento ou rotação.
4. Sistema de ejeção (se há ruído anormal e tremor quando o pino ejetor ou bloco ejetor é ejetado.
C. Inspeção de redefinição do molde
1. O molde é reiniciado 3 vezes em velocidades rápida, média e lenta para ver se pode ser reiniciado. Após a reinicialização, a face final do pino ejetor oblíquo não é superior a 0,1 mm do molde ou nivelada com o núcleo do molde;
2. Se o pino ejetor interfere na ação da posição da linha quando o ejetor é ejetado e se o controle deslizante retorna à posição original;
3. O molde está equipado com um dispositivo de reinicialização do dedal.
Em segundo lugar, teste o equilíbrio da cavidade na cola
1. Arrecadar fundos continuamente para jogar 5 moldes e pesar seu peso;
2. Registrar o peso da peça única de cada produto em cada molde;
3. Reduza o volume de injeção e preencha 20%, 50% e 90% das amostras em 3 moldes;
4. Pesar e registar o peso de cada um dos produtos acima;
5. Se a diferença entre o peso máximo e o peso mínimo do produto for inferior a 2%, é aceitável. Se for um molde de cavidade única, o teste de equilíbrio de injeção também é necessário.
3. Como determinar o tempo ideal de resfriamento
1. Quando o moldagem por injeção as condições do processo são adequadas, depois que o produto estiver cheio, estime o tempo de resfriamento, selecione um tempo de resfriamento mais longo, deixe o produto esfriar completamente, faça 3 moldes e meça seu tamanho;
2. O tamanho do produto injetado a cada tempo de resfriamento deve ser medido após a peça plástica estar totalmente resfriada por cerca de 15 minutos;
3. Base para determinação do tempo ideal de resfriamento, considerando a estabilidade dimensional do produto.
Molde para pára-choques de carro
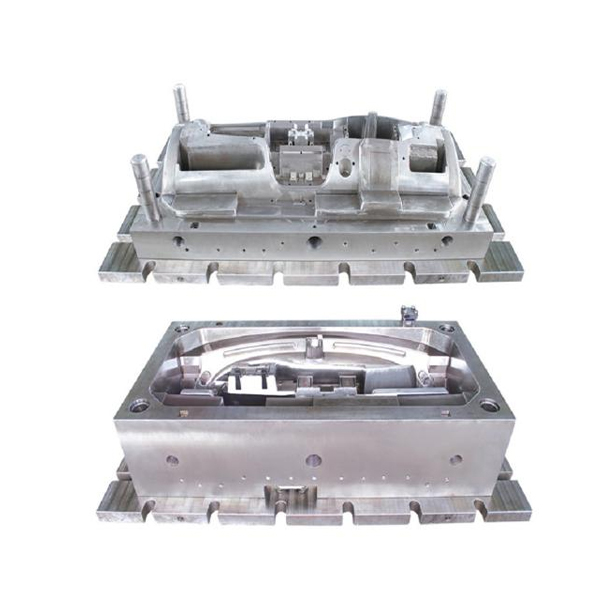
1. O molde do pára-choque do automóvel adota a estrutura da linha de partição interna.
2. A forma do molde não tem flash nem marcas de soldagem.




.jpg "Molde de Cesta de Armazenamento Diário (Grande)")
.jpg "Molde de Cesta de Armazenamento (Pequeno)")





